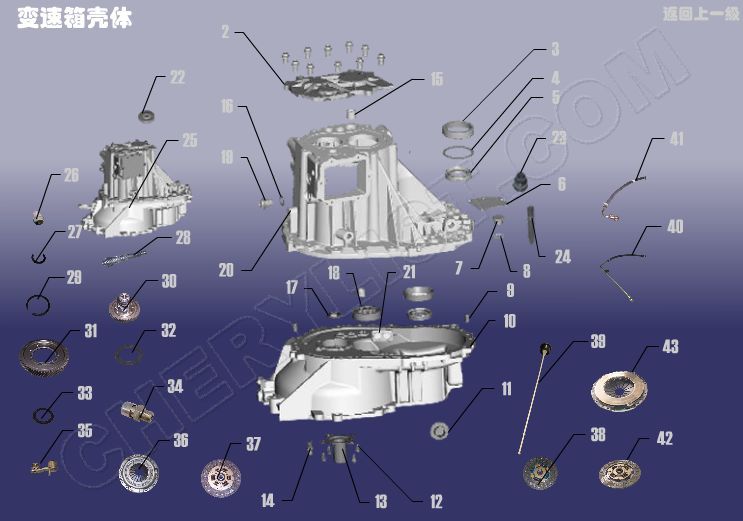
QR523トランスミッションケーシング、Chery Tiggo T11のトランスミッション
2 QR523-1701301カバーベアリング
3 QR523-1701703 FRTおよびR.ベアリング
4 QR523-1701704AAガスケット - 調整
5 QR523-1701203シールオイルディフ。
6 QR523-1701109バッフル、オイル
7 QR523-1701102プラグマグネット
8 QR523-1701103プレーンワッシャーマグネットプラグ
9 Q5211020位置ピン
10 QR523-1701201ケーシングクラッチ
11 QR523-3802505ブッシュ - 走行距離計
12 Q1840612ボルト
13 QR523-1701202シューズ、リリースベアリング
14 QR523-1602522シート、BAL-RELEASEフォーク
15 QR523-1702331ベアリングシフトアセンブリ
16 QR523-1701105プレーンワッシャープラグ
17 QR523-1701206シールオイル入力シャフト
18 QR523-1701502ベアリング出力シャフト-FRT
19 QR523-1701104プラグ
20 QR523-1701101 CASE TMISSION
21 QR523-1701220マグネットセット
22 QR523-1701302パイプ - ガイド
23 QR523-1701204ブッシュ - シール
24 QR523-1701111スタッド
25 QR523-1700010BAトランスミッションアセンブリ - QR523
26 QR518-1701103デバイス - スチールボールの位置をシフトします
27 QR523-1701403ABリング - スナップ
28 QR523-1701501BAシャフト - 出力
29 QR523-1701508ABリング - スナップ
30 QR523-1701700BAドライビングとdiff
31 QR523-1701707BAギア - メインレデューサードアブン
32 QR523-1701719ABガスケット - 調整
33 QR523-1701719AE調整洗浄機
34 QR523-1702410プラグ - ベント
35 QR523-1702420BAギアシフトアーム
36 T11-1601020BAカバーアッセイ - クラッチ
37 T11-1601030BA DISK ASSY - クラッチドアブン
38 T11-1601030DA DISK ASSY - クラッチドアブン
39 T11-1502150 ROD ASSY - オイルレバーゲージ
40 T11-1503020パイプ - インレット
41 T11-1503040パイプアセンブリ - 返品
42 SMN132443ディスククラッチ
43 SMR534354ケーシングセットクラッチ
トランスミッションハウジングは荷重をかける部分であり、一般に、不規則で複雑な形状の特別なダイキャスティングを介したダイキャスティングアルミニウム合金で作られています。
ギアボックスシェルは、主に初期段階で灰色の鋳鉄製で作られていました。これは、簡単な形成、良好な衝撃吸収、低コストの利点があります。車両の運転快適さのためのユーザーの要件と軽量技術の成熟度が改善されるため、車のギアボックスシェルはアルミニウム合金に置き換えられます。ギアボックスシェルは、主に灰色の鋳鉄とアルミニウム合金で作られています。
トランスミッションハウジングは、トランスミッションメカニズムとそのアクセサリを設置するために使用される住宅構造です。内部摩擦によって引き起こされる部品の摩耗と電力損失を減らすために、潤滑油をシェルに注入する必要があり、ギアペア、シャフト、ベアリング、その他の部品の作業面は、スプラッシュ潤滑によって潤滑されなければなりません。したがって、シェルの片側にオイルフィラーがあり、底部にオイルドレンプラグがあり、オイルレベルの高さはオイルフィラーの位置によって制御されます。
オイルシールアセンブリは、トランスミッションのリアベアリングカバーに設置されています。各ベアリングカバー、リアカバー、上カバー、フロントおよびリアハウジングの関節面にシーリングガスケットを設置し、シーラントを塗り、オイルの漏れを防ぎます。トランスミッションの動作中の油温と圧力の増加によって引き起こされる潤滑油の漏れを防ぐために、伝送メカニズムシートとトランスミッションのリアベアリングカバーにベントプラグが設置されます。
ギアボックスシェルの主な機能は、トランスミッションシャフトをサポートし、シャフト間の中心距離と並列性を確保し、ギアボックスシェルパーツとその他の接続された部品の正しい設置を確保することです。ギアボックスシェルの処理品質は、トランスミッションアセンブリのアセンブリの精度と動作精度、および車両の作業精度とサービス寿命に直接影響します。したがって、品質要件は高くなります。
ギアボックスハウジングの処理困難:
1.多くの処理コンテンツがあり、工作機械と切削工具を頻繁に変更する必要があります。
2。加工精度の要件は高い。通常の工作機械を使用することで機械加工の品質を保証することは困難であり、プロセスの流れは長く、離職時間は多く、生産効率を改善することは困難です。
3.形状は複雑で、それらのほとんどは薄い壁のシェルであり、ワークピースの剛性が不十分で、クランプが困難です。