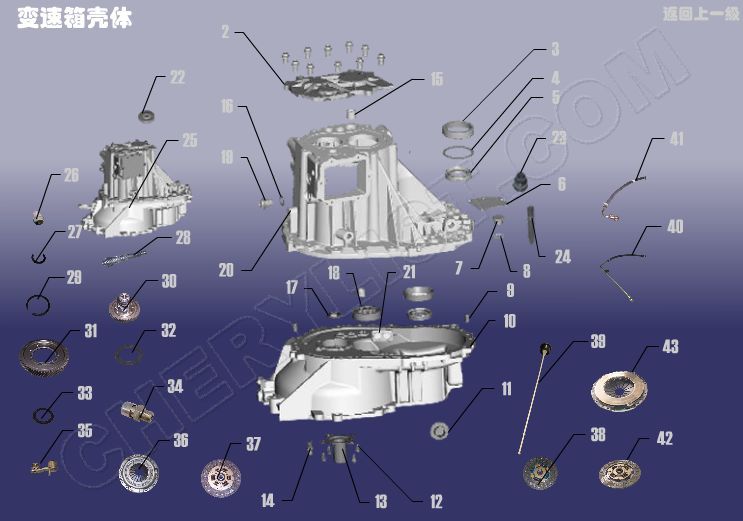
QR523 전송 케이스, Chery Tiggo T11의 전송
2 QR523-1701301 커버 베어링
3 QR523-1701703 베어링 FRT 및 R.
4 QR523-1701704AA 개스킷-조정
5 QR523-1701203 씰 오일 디프.
6 QR523-1701109 배플, 오일
7 QR523-1701102 플러그 마그넷
8 QR523-1701103 일반 와셔 자석 플러그
9 Q5211020 위치 핀
10 QR523-1701201 케이스 클러치
11 QR523-3802505 부시-주행 거리계
12 Q1840612 볼트
13 QR523-1701202 신발, 릴리스 베어링
14 QR523-1602522 좌석, 발 릴리스 포크
15 QR523-1702331 베어링 시프트 아시
16 QR523-1701105 일반 와셔 플러그
17 QR523-1701206 씰 오일 입력 샤프트
18 QR523-1701502 베어링 출력 샤프트 FRT
19 QR523-1701104 플러그
20 QR523-1701101 케이스 TMISSION
21 QR523-1701220 자석 세트
22 QR523-1701302 파이프-가이드
23 QR523-1701204 부시-밀봉
24 QR523-1701111 스터드
25 QR523-1700010BA 전송 ASSY-QR523
26 QR518-1701103 장치-스틸 볼 위치를 시프트합니다
27 QR523-1701403AB 링-스냅
28 QR523-1701501BA 샤프트-출력
29 QR523-1701508AB 링-스냅
30 QR523-1701700BA 운전 및 차이
31 QR523-1701707BA GEAR-메인 감속기 도어도
32 QR523-1701719AB 개스킷-조정
33 QR523-1701719AEA 조정 와셔
34 QR523-1702410 플러그-통풍구
35 QR523-1702420BA 기어 변속 암
36 T11-1601020BA 커버 ASSY-클러치
37 T11-1601030BA 디스크 ASSY-클러치 도어브
38 T11-1601030DA 디스크 ASSY-클러치 도어브
39 T11-1502150 Rod Assy-오일 레버 게이지
40 T11-1503020 파이프-입구
41 T11-1503040 파이프 아시-리턴
42 SMN132443 디스크 클러치
43 SMR534354 케이싱 세트 클러치
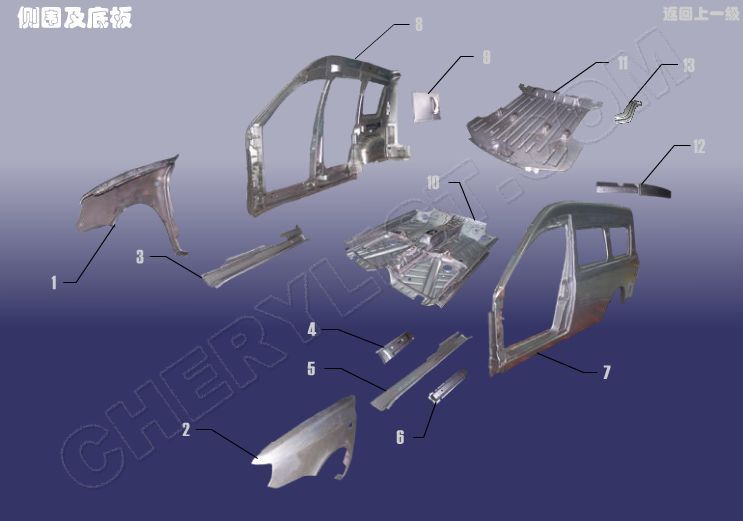
변속기 하우징은 부하 베어링 부분이며, 일반적으로 불규칙하고 복잡한 모양의 특수 다이 캐스팅을 통해 다이 캐스팅 알루미늄 합금으로 만들어집니다.
기어 박스 쉘은 주로 초기 단계에서 회색 주철로 만들어졌으며, 이는 쉬운 형성, 좋은 충격 흡수 및 저렴한 비용의 장점이 있습니다. 차량 주행 편안함과 경량 기술의 성숙도에 대한 사용자의 요구 사항이 향상되면서 자동차의 기어 박스 쉘은 알루미늄 합금으로 대체됩니다. 기어 박스 쉘은 주로 회색 주철과 알루미늄 합금으로 만들어졌습니다.
변속기 하우징은 변속기 메커니즘 및 액세서리를 설치하는 데 사용되는 하우징 구조입니다. 내부 마찰로 인한 부품의 마모 및 전력 손실을 줄이려면 윤활유를 쉘에 주입해야하며 기어 쌍, 샤프트, 베어링 및 기타 부품의 작동 표면은 스플래쉬 윤활에 의해 윤활해야합니다. 따라서, 쉘의 한쪽에 오일 필러가 있고, 바닥에는 오일 배수 플러그가 있으며, 오일 레벨 높이는 오일 필러의 위치에 의해 제어됩니다.
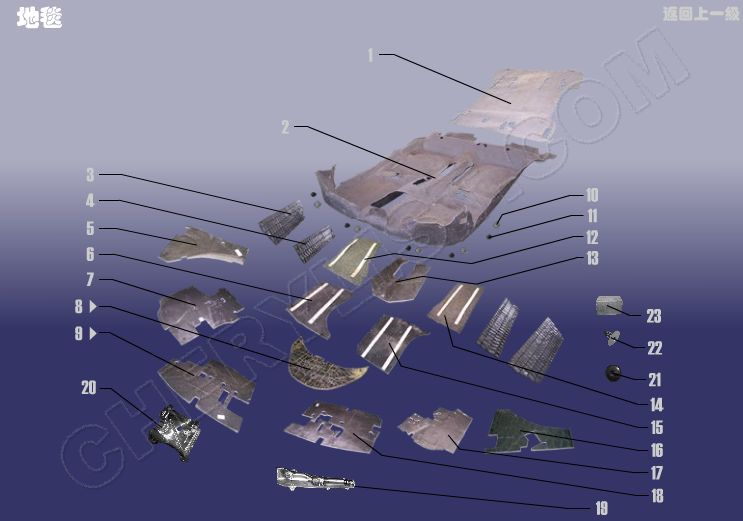
오일 씰 어셈블리는 변속기의 후면 베어링 커버에 설치됩니다. 각 베어링 커버, 후면 덮개, 상단 덮개, 전면 및 후면 하우징의 조인트 표면에 밀봉 개스킷을 설치하고 오일 누출을 방지하기 위해 실란트를 바릅니다. 변속기 작동 중 오일 온도 및 압력의 증가로 인한 윤활유의 누출을 방지하기 위해, 변속기 메커니즘 시트 및 트랜스미션의 후면 베어링 커버에 벤트 플러그가 설치됩니다.
기어 박스 쉘의 주요 기능은 변속기 샤프트를지지하고, 샤프트 사이의 중심 거리와 병렬 처리를 보장하고, 기어 박스 쉘 부품 및 기타 연결된 부품의 올바른 설치를 보장하는 것입니다. 기어 박스 쉘의 처리 품질은 전송 어셈블리의 어셈블리 정확도 및 작동 정확도와 차량의 작동 정확도 및 서비스 수명에 직접 영향을 미치므로 품질 요구 사항이 높습니다.
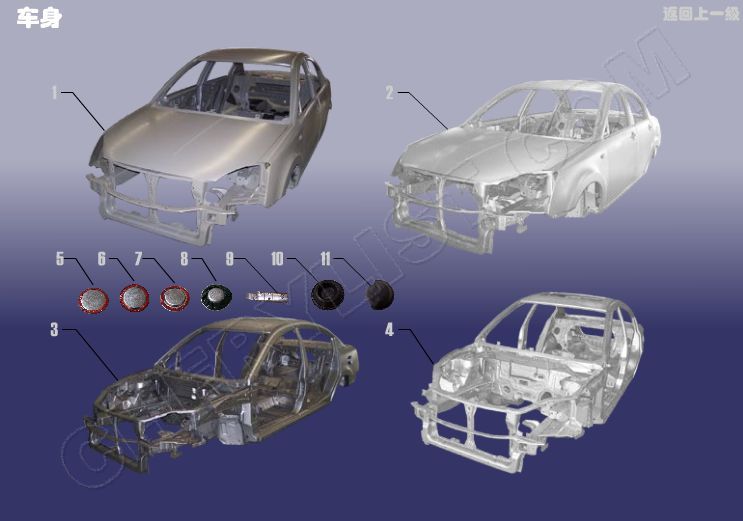
기어 박스 하우징의 처리 어려움 :
1. 처리 내용이 많이 있으며 공작 기계 및 절단 도구를 자주 변경해야합니다.
2. 가공 정확도의 요구 사항이 높습니다. 일반 공작 기계 도구를 사용하여 가공 품질을 보장하기는 어렵고 프로세스 흐름이 길고 회전 시간은 많으며 생산 효율은 개선하기가 어렵습니다.
3. 모양은 복잡하고 대부분은 얇은 벽 껍질이며, 공작물 강성이 열악하여 클램프하기가 어렵습니다.