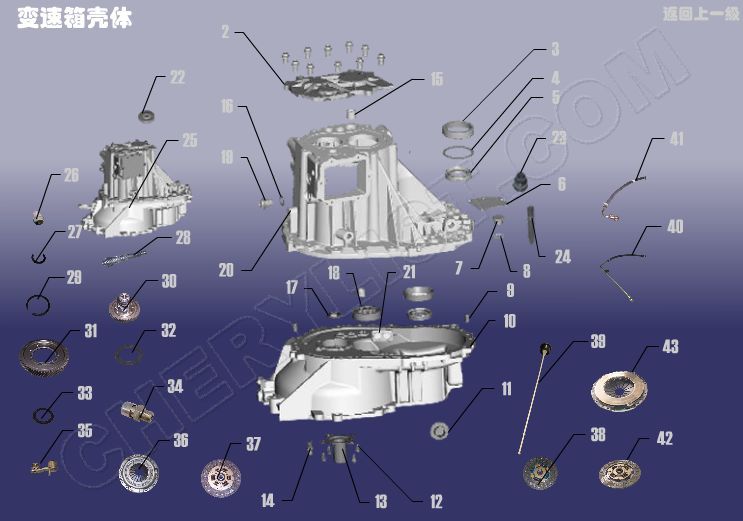
QR523 Преносен обвивка, пренос за Chery Tiggo T11
2 QR523-1701301 Покриено лежиште
3 QR523-1701703 Лежиште ФРТ и Р.
4 QR523-1701704AA заптивка-прилагодете
5 QR523-1701203 заптивка масло-диф.
6 QR523-1701109 Baffle, масло
7 QR523-1701102 Приклучок Магнет
8 QR523-1701103 Приклучок за обичен мијалник
Пин за позиција 9 Q5211020
10 QR523-1701201 спојката за обвивка
11 QR523-3802505 Буш-километража
12 Q1840612 Болт
13 QR523-1701202 чевли, објавување на лежиштето
14 QR523-1602522 Седиште, вилушка за ослободување
15 QR523-1702331 лежиште во смена
16 QR523-1701105 Приклучок за обичен мијалник
17 QR523-1701206 вратило за влез во маслото за запечатување
18 QR523-1701502 Лежиштето излезно вратило-FRT
19 QR523-1701104 Приклучок
20 QR523-1701101
21 QR523-1701220 сет на магнет
22 QR523-1701302 цевка-Водич
23 QR523-1701204 Буш-Печат
24 QR523-1701111 СТУД
25 QR523-1700010BA ASSY-QR523
26 QR518-1701103 Уред-Позиција на челична топка за смена
27 QR523-17014033 RING-SNAP
28 QR523-1701501BA вратило-излез
29 QR523-1701508AB прстен-Snap
30 QR523-1701700BA возење и различно
31 QR523-1701707BA опрема-Главен редуктор на вратата
32 QR523-1701719AB заптивка-Прилагодете
33 QR523-1701719AE мијалник за прилагодување
34 QR523-1702410 Приклучок-отвор
35 QR523-1702420BA опрема за промена на менувачот
36 T11-1601020BA Cover Assy-спојката
37 T11-1601030BA Диск Асис-Драга на спојката
38 T11-16010300DA Диск Асис-Драгата на спојката
39 T11-1502150 Rod Assy-Мерач на рачката на нафтата
40 T11-1503020 цевка-влез
41 T11-1503040 ASSY на цевки-Враќање
42 SMN132443 спојката на дискот
43 SMR534354 Комби за обвивка
Куќиштето на преносот е дел што носи оптоварување, кој генерално е изработен од легура на алуминиум што лежи преку специјално леење на умирање, со неправилна и сложена форма.
Школката на менувачот главно беше изработена од сиво леано железо во раната фаза, што има предности на лесно формирање, добра апсорпција на шок и ниска цена. Со подобрување на барањата на корисниците за удобност во возењето на возилото и зрелоста на лесната технологија, школка за менувачот на автомобилот се заменува со алуминиумска легура. Школката на менувачот е главно направена од сиво леано железо и алуминиумска легура.
Куќиштето на менувачот е структура на куќиште што се користи за инсталирање на механизмот за пренос и неговите додатоци. За да се намали абењето и губењето на електрична енергија на делови предизвикани од внатрешно триење, маслото за подмачкување мора да се инјектира во школка и работните површини на парови на менувачот, шахтите, лежиштата и другите делови мора да се подмачкуваат со подмачкување на прскање. Затоа, има филер за нафта од едната страна на школка, приклучок за одвод на масло на дното, а висината на нивото на маслото се контролира со положбата на филер за масло.
Во задниот дел на менувачот е инсталиран склоп на заптивка на масло во задниот дел на менувачот. Инсталирајте заптивки за запечатување на зглобовите на површините на секоја обвивка за лежиште, задниот капак, горниот капак, предното и задниот дел од куќиштето и нанесете заптивната смеса за да спречите истекување на нафта. Со цел да се спречи истекување на маслото за подмачкување предизвикано од зголемувањето на температурата и притисокот на маслото за време на работата на менувачот, се инсталира приклучок за отвор на седиштето на механизмот за пренос и задниот дел на лежиштето на менувачот.
Главната функција на обвивката на менувачот е да ги поддржува менувачите на менувачот, да се обезбеди централното растојание и паралелизмот помеѓу шахтите и да се обезбеди точна инсталација на деловите на школка на менувачот и другите поврзани делови. Квалитетот на обработката на обвивката на менувачот директно влијае на точноста на склопот и точноста на работата на склопот на преносот, како и на работната точност и услужниот век на возилото, според тоа, барањата за квалитет се високи.
Тешкотии во обработката на куќиштето на менувачот:
1. Постојат многу содржини за обработка, а машинските алати и алатките за сечење треба да се менуваат често.
2. Барањето за точноста на машината е големо. Тешко е да се гарантира квалитетот на машинската обработка со употреба на обични машински алати, а протокот на процесот е долг, времето на обрт е многу, а ефикасноста на производството е тешко да се подобри.
3. Обликот е комплексна, а повеќето од нив се школки со тенок ид, со лоша вкочанетост на работното парче, што е тешко да се стега.