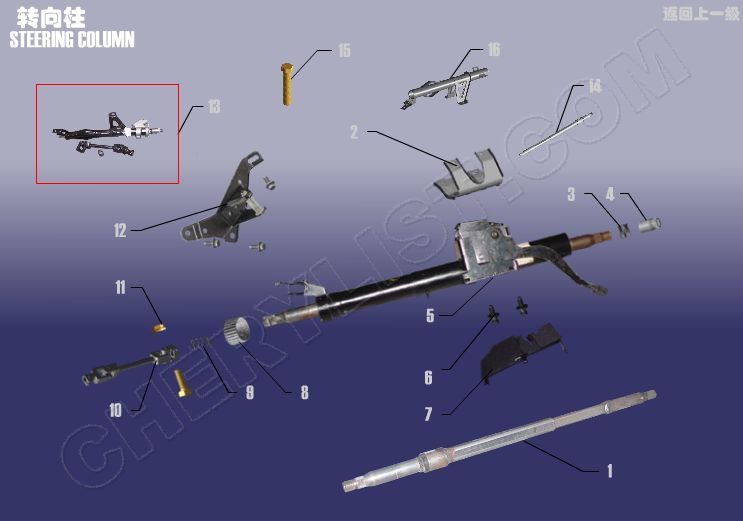
செரி தாயத்து A15 க்கான சேஸ் ஸ்டீயரிங் சிஸ்டம் ஸ்டீயரிங் நெடுவரிசை
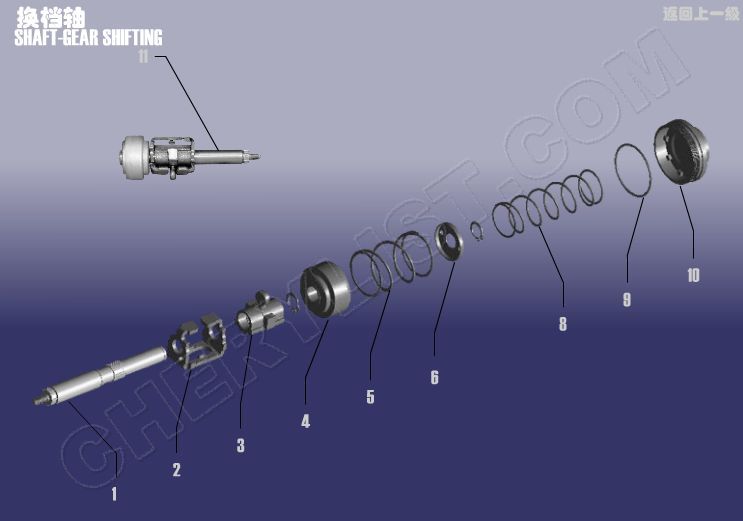
1 A11-3404110BB ஸ்டீரிங் தண்டு அஸ்ஸி
2 A11-3403101 ஸ்டீயரிங் தட்டு
3 A11-3404037 பிரஷர் ஸ்பிரிங்
4 A11-3404035 பல் ஸ்லீவ்
பிரதான தண்டு கொண்ட 5 A11-3404001BA ஸ்டீயரிங் நெடுவரிசை
6 A11-3403103 பாதுகாப்பு போல்ட்
7 A11-5305830 கவர் தொகுப்பு நெடுவரிசை
8 A11-3404031 ஸ்டீரிங் தூண் கீழ் தாங்கி
9 A11-3404039 பிரஷர் ஸ்பிரிங்-ஸ்டீரிங் பில்லா
10 A11-3404050BB பவர் ஸ்டீரிங் யுனிவர்சல் கூட்டு
11 CQ32608 அறுகோண தலை விளிம்பு நட்டு
12 A11-3403030 ஸ்டீரிங் தூண் கீழ் அடைப்புக்குறி
13 A11-3404010AB நெடுவரிசை மற்றும் உலகளாவிய கூட்டு அஸ்ஸி
14 A11-3404110 தண்டு அஸ்ஸி-ஸ்டீயரிங்
15 CQ1600825 போல்ட் - ஸ்டீயரிங் கியரை சரிசெய்தல்
16 A11-3404100 நெடுவரிசை அஸ்ஸி-ஸ்டீயரிங்
1. செயல்பாடு:
ஒரு வாகனத்தின் ஓட்டுநர் திசையை மாற்ற அல்லது மீட்டெடுப்பதற்கான ஒரு சிறப்பு வழிமுறை.
2. கலவை:
ஸ்டீயரிங் கட்டுப்பாட்டு வழிமுறை
ஸ்டீயரிங் கியர்
திசைமாற்றி பரிமாற்ற வழிமுறை
3 、 ஸ்டீயரிங் சிஸ்டம் சொல்
1. ஸ்டீயரிங் மையம் மற்றும் திருப்பு ஆரம்
(1) ஸ்டீயரிங் மையம்: வாகனம் திரும்பும்போது, அனைத்து சக்கர அச்சுகளும் ஒரு கட்டத்தில் வெட்ட வேண்டும், இது 0 ஸ்டீயரிங் மையம் என்று அழைக்கப்படுகிறது.
(2.
2. ஸ்டீயரிங் ட்ரெப்சாய்டு மற்றும் முன்னோக்கி பரவுதல்
Β மற்றும் வெளிப்புற மூலையில் α வேறுபாடு β- α ஐ மாற்றும்போது இரண்டு ஸ்டீயரிங் சக்கரங்களின் உள் மூலையில் இது முன்னோக்கி கண்காட்சி என்று அழைக்கப்படுகிறது. முன்னோக்கி பரவலை உருவாக்கும் பொருட்டு, ஸ்டீயரிங் பொறிமுறையானது ட்ரெப்சாய்டில் வடிவமைக்கப்பட்டுள்ளது.
3. ஸ்டீயரிங் சிஸ்டம் கோண பரிமாற்ற விகிதம் 1 ஸ்டீயரிங் கியர் கோண பரிமாற்ற விகிதம் IW1:
ஸ்டீயரிங் ராக்கர் கை கோணத்தின் தொடர்புடைய அதிகரிப்புக்கு ஸ்டீயரிங் வீல் கோண அதிகரிப்பின் விகிதம். (2). ஸ்டீயரிங் டிரான்ஸ்மிஷன் விகிதம் IW2:
ஸ்டீயரிங் ராக்கர் கையின் கோண அதிகரிப்பின் விகிதம் ஸ்டீயரிங் வீல் அமைந்துள்ள பக்கத்தில் ஸ்டீயரிங் நக்கிள் கோணத்தின் அதிகரிப்புக்கு.
(3). ஸ்டீயரிங் சிஸ்டத்தின் கோண பரிமாற்ற விகிதம் I: I = IW1 - I W2
ஸ்டீயரிங் அமைப்பின் கோண பரிமாற்ற விகிதம் பெரியது, ஸ்டீயரிங் இலகுவானது. இருப்பினும், பரிமாற்ற விகிதம் மிகப் பெரியதாக இருந்தால், ஸ்டீயரிங் கட்டுப்பாடு போதுமானதாக இருக்காது.
4. ஸ்டீயரிங் இலவச பக்கவாதம்: செயலற்ற நிலையில் ஸ்டீயரிங் சக்கரத்தின் கோண பக்கவாதம்.
அதிகப்படியான இலவச பயணம்: உணர்வற்ற திசைமாற்றி.
இலவச பயணம் மிகவும் சிறியது: சாலை தாக்கம் பெரியது, மற்றும் ஓட்டுநர் மிகவும் பதட்டமாக இருக்கிறார்.